






近30年沉淀,树立双端面磨床行业标杆企业
自主研发出国内型号大,效率高的直通式双端面磨床,拥有专业的技术人才,先进的析 械加工设备及检测设备,拥有自己独立的研发和技术团队,保证新品推出速度。




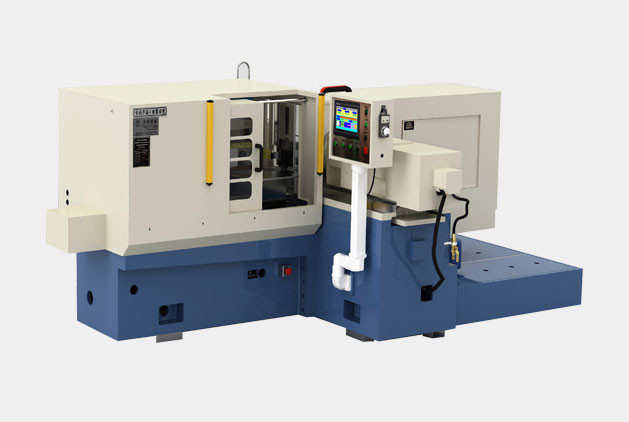
宁波市鄞州大兴非标设备制造厂创立于1996年,是生产双端面磨床系列及各种非标磨床的专业制造厂家,企业拥有专业的技术人才,先进的机械加工设备及检测设备,集新技术研发、设计、制造及销售为一体的科技型企业,具有多项技术创新专利,保证机床的先进性、高效性、适用性。
主要产品有:直通式双端面磨床系列、数控直通式双端面磨床系列、数控往复式双端面磨床、数控转盘式双端面磨床、方片磨角机系列、圆片磨角机系列、瓦型磨系列、选片机、视觉检测机等。



立式拉拔力检测机的转盘机构
单端面磨床的调节装置
端面磨床
端面磨床进料机构
立式拉拔力检测机的转盘机构
链式输送磨削装置

近30年沉淀,树立双端面磨床行业标杆企业
自主研发出国内型号大,效率高的直通式双端面磨床,拥有专业的技术人才,先进的析 械加工设备及检测设备,拥有自己独立的研发和技术团队,保证新品推出速度。
专业技术,打造完美品质
集新技术研究、开发、设计、制造及销售为一体的科技型企业,有多项技术创新专利, 保证机床的先进性、高效性、适用性,本厂产品MD系列主要应用
磨床定做,整体解决方案,种类齐全,性价比优
每年积极推出新品,转盘式、直通式、及其提供定制磨床服务,发货前由专业工程师测量合格 每个产品后才发货,保证品质,核心产品全套生产都在大兴完成,价格优势明显,让您 更省钱。

贴心的技术支持+贴心售后服务,打造大兴特色
专业团队售前为客户疑问提供耐心解疑答惑服务,产品售出一星期内,若发现产品质量 问题,包退包换,专业人员现场指导,提供技术服务支持。允许企业维修人员来大兴学 习维修技术,进行相关维修培训。
半导体元件作为电子信息产业的核心基础,其加工质量直接影响电子...
钛合金材料具有高强度、耐腐蚀、耐高温等优异特性,广泛应用于航...
手机边框作为手机的重要结构件和外观件,不仅需要具备良好的机械...
飞机发动机叶片是发动机的核心动力部件,其加工精度直接影响发动...





服务热线:400-0574-918
销 售 部:15968496601 13362875578
生 产 部:13306616626
售 后 部:18957489890 15968496601
客 服 部:18957441317






